







球墨铸铁管热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。 球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较。因此,铁液的利用率高,产品的适用面广。 在材质竞争中,提高铸铁的强度、增加强韧性、消除内在缺陷,对于减轻铸件重量球墨铸铁管延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理! 
从中间商向终端配送发展成为了大部分铸铁管贸易商的主流业务模式。笔者走访上海宝山球墨铸铁管市场获知,大部分铸铁管贸易商一改原来的中间商身份,早几年便开始为终端配送球墨铸铁管。远离了暴利时代的钢贸圈,若要求生存还需自谋出路。“现在钢贸行业得主动为赚取利润找路子。”一位以做工程项目为主的铸铁管贸易商说道。笔者调查发现,众多铸铁管贸易商做起了与金融相关的贸易,也有部分铸铁管贸易商转型或者转行至其他行业。球墨铸铁管厂家在球墨铸铁管平均价格的基础上适当下调20元~30元/吨,让铸铁管贸易商有一定的盈利空间,目的是吸引铸铁管贸易商向球墨铸铁管厂家订货。对于铸铁管贸易商而言,由于球墨铸铁管价格越来越低,过度囤货也会产生一定的风险,而通过与球墨铸铁管厂家的后结算合作模式,可将风险置于可控范围之中。如此一来,便缓解了因钢价下跌带来的亏损。据透露,该铸铁管贸易商通过球墨铸铁管厂家后结算战略,每月销出的球墨铸铁管达到6000吨~7000吨,风险也降至 。
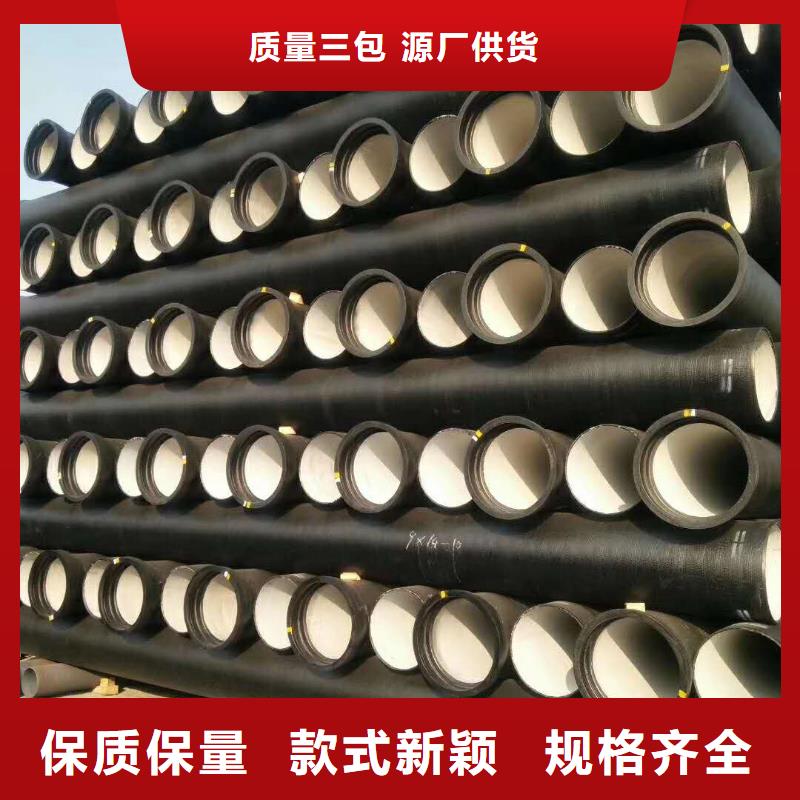
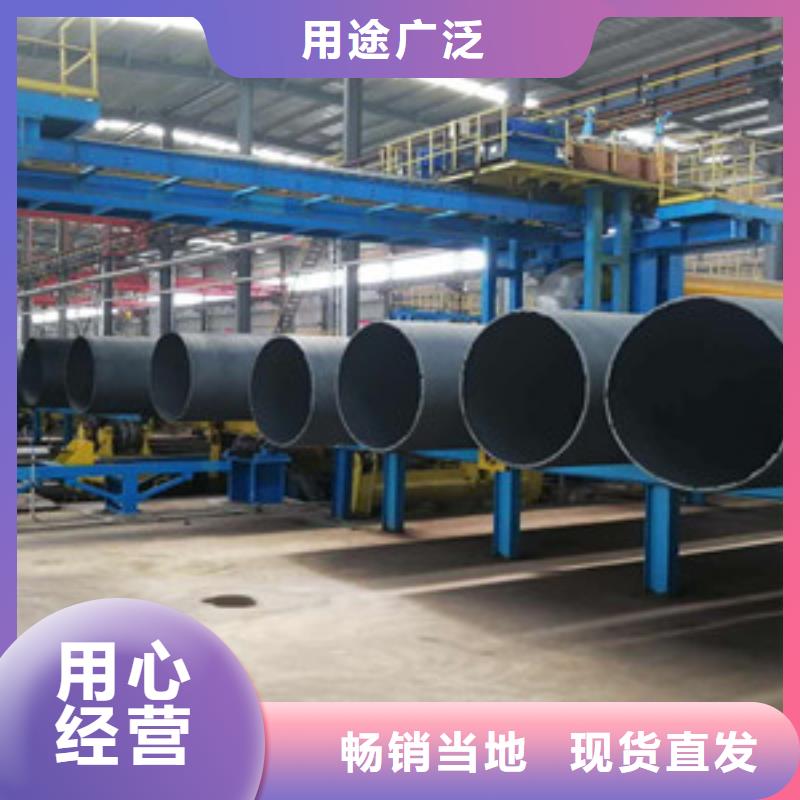
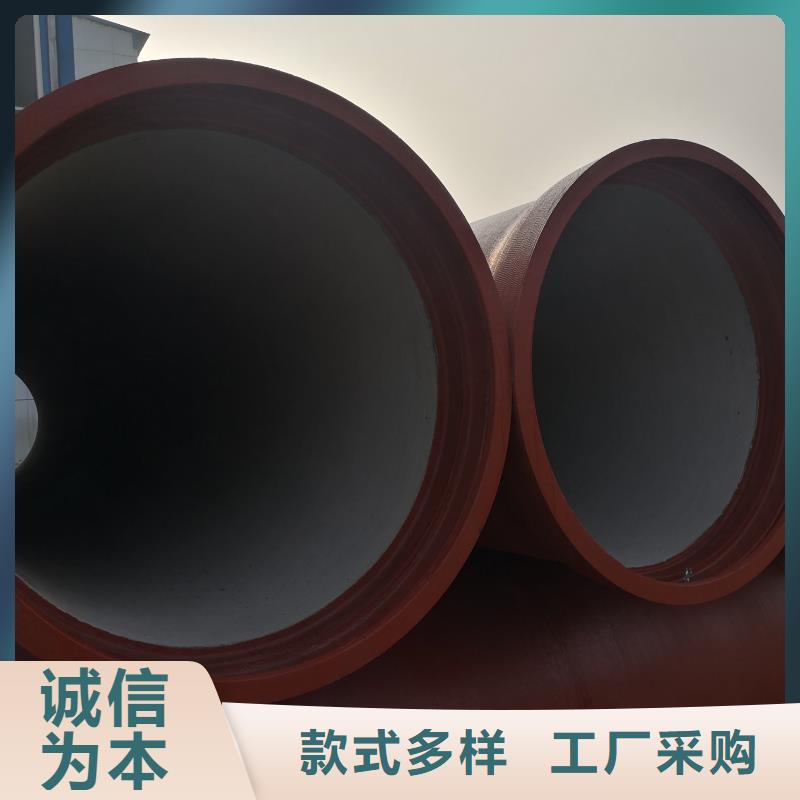
球墨铸铁管减少夹渣缺陷 为了降低铁水中的硫含量,减少硫化物的产生,应控制w (s) < 0.02%;浇注温度应适当提高,以方便夹渣的漂浮;球化剂中稀土含量不宜过高,稀土含量控制在1 ~ 2%;加强清渣留渣效果;铁液中残留镁的流速不宜过高(控制在0.035-0.045%),以降低铁液的表面氧化。球墨铸铁管具有更高的抗内力和抗外界压力,更好的耐腐蚀和耐磨性能。同时具有施工方便、界面密封性能好、运行安全系数高的优点。近年来,在铸铁材料市场上发展迅速。球墨铸铁管机应防止铁液因溜槽振动溅起,插座处的砂芯应妥善放置,避免毛刺。为控制铁水成分,降低铁水硅含量,加入球化剂后w (SI)含量应控制在0.8-1.2%。所述圆弧型喷雾冷却管均匀布置在离心机壳体内,并分段设置,以避免各分段冷却水的相互影响优化工艺参数,减少管体的厚重蒙皮.控制原料添加量。
公司雄厚的技术力量,熟练的技工队伍,完善的检测设备和一套完整的经营体制,使公司高品质的产品在市场中占有一席之地。在面对新的发展机遇的同时,我们将以实际行动履行客户的要求及期望。山东聊城格瑞管业有限公司生产的优质球墨铸造用生铁,具有低 P 、低 S 、低 Si等特点,产品多次被评为省优、部优,被国内 大型精密铸造企业普遍采用。球墨铸铁管生产线采用当今国际 先进的工艺技术,尤其应用了先进的 60m 长蓄热式退火炉,以本公司优质球墨铸铁为原料,可年产 DN80~ 1200mm 水冷型离心球墨铸铁管 25 万 吨。铸管产品严格按照 ISO2531 国际标准组织生产和检验,已通过瑞士 SGS ISO9001 国际质量体系认证和 EN545 实物认证。产品采用外喷金属锌和无毒无害涂料、内衬水泥 等多种处理方式,广泛应用于供水、排水等行业。 并远销世界二十多个 和地区。
